

మీ యాంత్రిక వ్యవస్థల సామర్థ్యం మరియు దీర్ఘాయువును పెంచే విషయానికి వస్తే, చైన్ స్ప్రాకెట్ల ఎంపిక అత్యంత ముఖ్యమైనది. మీ కార్యకలాపాలను కొత్త ఎత్తులకు తీసుకెళ్లే పదార్థాలు, కొలతలు, నిర్మాణాలు మరియు నిర్వహణ యొక్క ముఖ్యమైన అంశాలలోకి ప్రవేశిద్దాం.
మెటీరియల్ ఎంపిక: మీ మెకానికల్ సిస్టమ్లను ఆప్టిమైజ్ చేసే విషయానికి వస్తే, చైన్ స్ప్రాకెట్ మెటీరియల్ల ఎంపిక చాలా కీలకం. మీ స్ప్రాకెట్ల దంతాలు తగినంత కాంటాక్ట్ ఫెటీగ్ బలం మరియు వేర్ రెసిస్టెన్స్ కలిగి ఉన్నాయని మీరు నిర్ధారించుకోవాలి. అందుకే 45 స్టీల్ వంటి అధిక-నాణ్యత కార్బన్ స్టీల్ తరచుగా గో-టు ఎంపిక అవుతుంది. ఆ కీలకమైన అప్లికేషన్ల కోసం, మెరుగైన పనితీరు కోసం 40Cr లేదా 35SiMn వంటి అల్లాయ్ స్టీల్లకు అప్గ్రేడ్ చేయడాన్ని పరిగణించండి.
చాలా స్ప్రాకెట్ దంతాలు 40 నుండి 60 HRC ఉపరితల కాఠిన్యాన్ని సాధించడానికి వేడి చికిత్సకు లోనవుతాయి, తద్వారా అవి ఆపరేషన్ యొక్క కఠినతను తట్టుకోగలవని నిర్ధారిస్తుంది. చిన్న స్ప్రాకెట్లు వాటి పెద్ద ప్రతిరూపాల కంటే తరచుగా నిమగ్నమై ఎక్కువ ప్రభావాలను ఎదుర్కొంటాయని గమనించడం ముఖ్యం. అందువల్ల, చిన్న స్ప్రాకెట్ల కోసం ఉపయోగించే పదార్థాలు పెద్ద వాటి కోసం ఉపయోగించే వాటి కంటే మెరుగ్గా ఉండాలి.
షాక్ లోడ్లను తట్టుకోవాల్సిన స్ప్రాకెట్లకు, తక్కువ-కార్బన్ స్టీల్ ఒక అద్భుతమైన ఎంపిక. మరోవైపు, దుస్తులు ధరించే కానీ తీవ్రమైన ప్రభావ వైబ్రేషన్లను ఎదుర్కోని స్ప్రాకెట్లకు కాస్ట్ స్టీల్ అనువైనది. మీ అప్లికేషన్కు అధిక బలం మరియు దుస్తులు నిరోధకత అవసరమైతే, అల్లాయ్ స్టీల్ ఉత్తమ ఎంపిక.
మీ చైన్ స్ప్రాకెట్లకు సరైన మెటీరియల్స్లో పెట్టుబడి పెట్టడం వల్ల వాటి దీర్ఘాయువు పెరగడమే కాకుండా మీ మెకానికల్ సిస్టమ్ల మొత్తం సామర్థ్యాన్ని కూడా పెంచుతుంది. నాణ్యత విషయంలో రాజీ పడకండి—తెలివిగా ఎంచుకోండి మరియు మీ పనితీరు ఎలా పెరుగుతుందో చూడండి!
కీలక కొలతలు మరియు నిర్మాణ ఎంపికలు
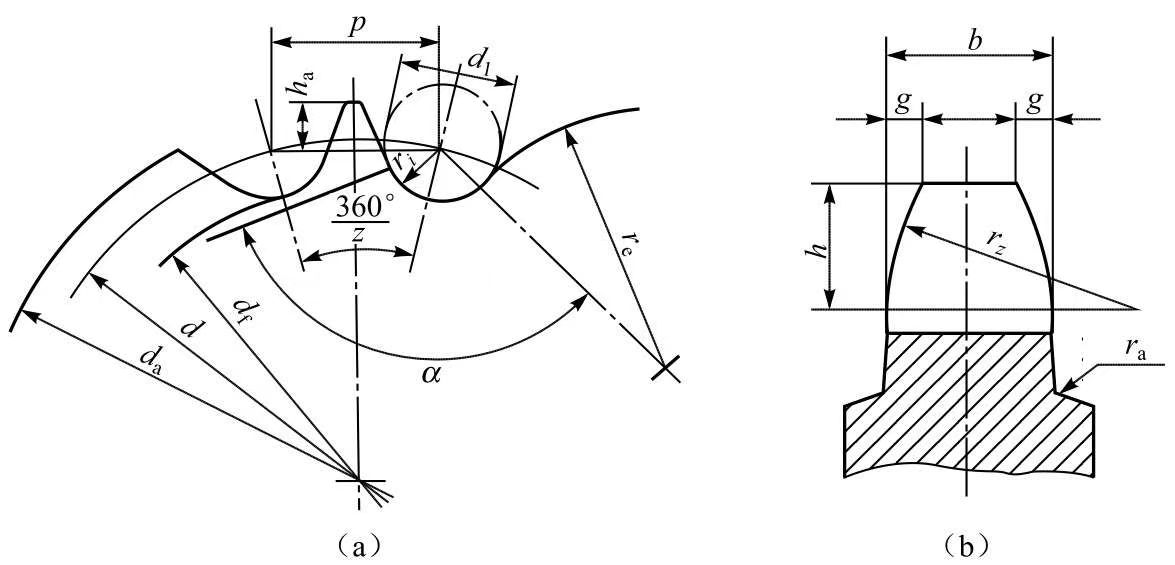
మీ స్ప్రాకెట్ల ప్రాథమిక కొలతలు అర్థం చేసుకోవడం సరైన పనితీరు కోసం చాలా అవసరం. కీలక కొలతలలో దంతాల సంఖ్య, పిచ్ సర్కిల్ వ్యాసం, బయటి వ్యాసం, మూల వ్యాసం, పిచ్ బహుభుజి పైన ఉన్న దంతాల ఎత్తు మరియు దంతాల వెడల్పు ఉంటాయి. పిచ్ సర్కిల్ అనేది గొలుసు పిన్ల మధ్యభాగం ఉన్న వృత్తం, ఇది చైన్ పిచ్ ద్వారా సమానంగా విభజించబడింది.క్రింద చూపిన విధంగా:
స్ప్రాకెట్లు వివిధ నిర్మాణ రూపాల్లో వస్తాయి, వాటిలో ఘన, చిల్లులు, వెల్డింగ్ మరియు అసెంబుల్డ్ రకాలు ఉన్నాయి. పరిమాణాన్ని బట్టి, మీరు తగిన నిర్మాణాన్ని ఎంచుకోవచ్చు: చిన్న వ్యాసం కలిగిన స్ప్రాకెట్లు ఘనమైనవి కావచ్చు, మధ్యస్థ వ్యాసం కలిగిన స్ప్రాకెట్లు తరచుగా చిల్లులు గల డిజైన్ను ఉపయోగిస్తాయి మరియు పెద్ద వ్యాసం కలిగిన స్ప్రాకెట్లు సాధారణంగా టూత్ రింగ్ మరియు కోర్ కోసం వేర్వేరు పదార్థాలను మిళితం చేస్తాయి, వెల్డింగ్ లేదా బోల్టింగ్ ద్వారా అనుసంధానించబడి ఉంటాయి. నిర్దిష్ట ఉదాహరణల కోసం, గుడ్విల్స్ని చూడండి.స్ప్రాకెట్కేటలాగ్లు.
దంతాల రూపకల్పన: సమర్థతకు గుండె
స్ప్రాకెట్లోని దంతాల సంఖ్య ప్రసార సున్నితత్వాన్ని మరియు మొత్తం జీవితకాలాన్ని గణనీయంగా ప్రభావితం చేస్తుంది. తగిన సంఖ్యలో దంతాలను ఎంచుకోవడం చాలా ముఖ్యం - ఎక్కువ కాదు మరియు చాలా తక్కువ కాదు. అధిక సంఖ్యలో దంతాలు గొలుసు జీవితకాలాన్ని తగ్గించగలవు, అయితే చాలా తక్కువ ఉండటం అసమానత మరియు పెరిగిన డైనమిక్ లోడ్లకు దారితీస్తుంది. ఈ సమస్యలను తగ్గించడానికి, చిన్న స్ప్రాకెట్లపై కనీస సంఖ్యలో దంతాలను పరిమితం చేయడం మంచిది, సాధారణంగా Zmin ≥ 9 వద్ద సెట్ చేయబడుతుంది. చిన్న స్ప్రాకెట్లపై (Z1) దంతాల సంఖ్యను గొలుసు వేగం ఆధారంగా ఎంచుకోవచ్చు, ఆపై పెద్ద స్ప్రాకెట్ (Z2) పై దంతాల సంఖ్యను ప్రసార నిష్పత్తి (Z2 = iZ) ఉపయోగించి నిర్ణయించవచ్చు. సరి దుస్తులు కోసం, స్ప్రాకెట్ దంతాలు సాధారణంగా బేసి సంఖ్యగా ఉండాలి.

ఆప్టిమల్ చైన్ డ్రైవ్ లేఅవుట్
మీ చైన్ డ్రైవ్ యొక్క లేఅవుట్ దాని భాగాల మాదిరిగానే ముఖ్యమైనది. చైన్ డ్రైవ్ యొక్క సాధారణ లేఅవుట్ క్రింద చూపబడింది.
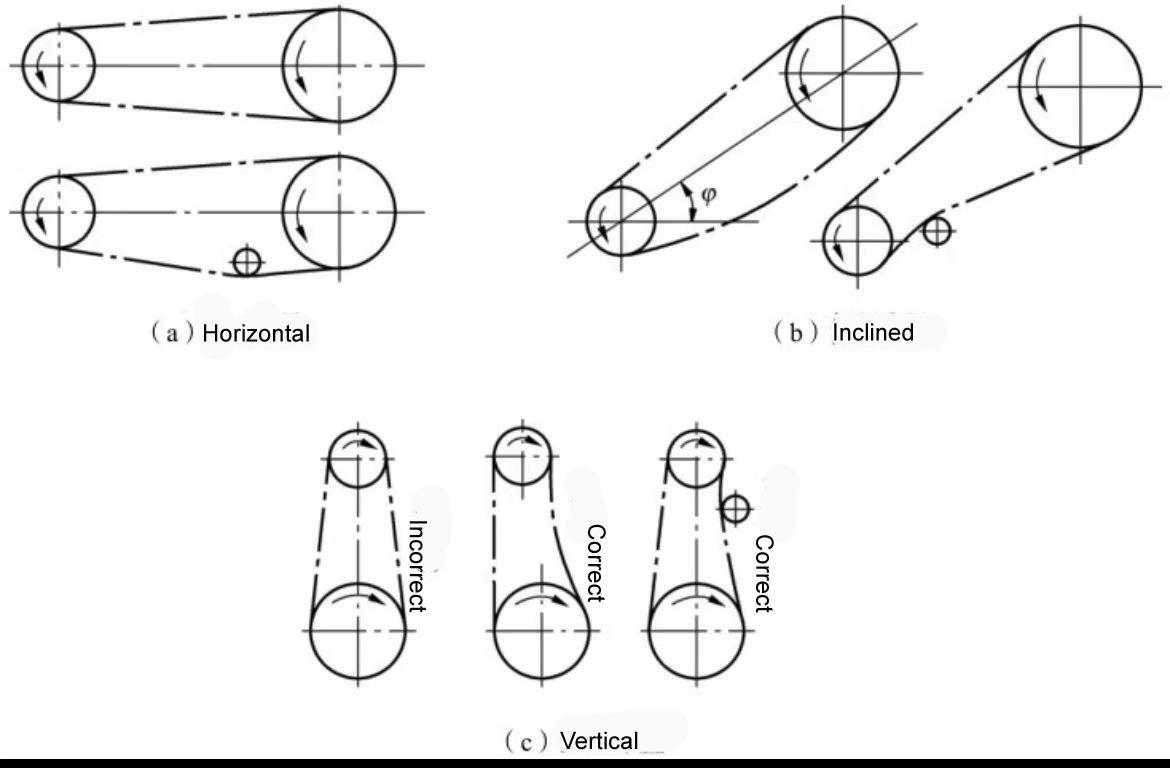
క్షితిజ సమాంతర లేఅవుట్: రెండు స్ప్రాకెట్ల భ్రమణ ప్లేన్లు ఒకే నిలువు ప్లేన్లో సమలేఖనం చేయబడి ఉన్నాయని మరియు గొలుసు విడిపోవడాన్ని మరియు అసాధారణంగా ధరించకుండా నిరోధించడానికి వాటి అక్షాలు సమాంతరంగా ఉన్నాయని నిర్ధారించుకోండి.
వంపుతిరిగిన లేఅవుట్: రెండు స్ప్రాకెట్ల మధ్య రేఖలు మరియు క్షితిజ సమాంతర రేఖ మధ్య కోణాన్ని వీలైనంత తక్కువగా ఉంచండి, ఆదర్శంగా 45° కంటే తక్కువగా ఉంచండి, తద్వారా దిగువ స్ప్రాకెట్ సరిగ్గా పట్టుకోకుండా ఉంటుంది.
నిలువు లేఅవుట్: రెండు స్ప్రాకెట్ల మధ్య రేఖలు 90° కోణంలో ఉండకుండా ఉండండి; బదులుగా, ఎగువ మరియు దిగువ స్ప్రాకెట్లను ఒక వైపుకు కొద్దిగా ఆఫ్సెట్ చేయండి.
చైన్ పొజిషనింగ్: స్ప్రాకెట్ దంతాలతో జోక్యం చేసుకునే అవకాశం ఉన్న అధికంగా వంగిపోకుండా నిరోధించడానికి చైన్ యొక్క బిగుతు వైపు పైన మరియు స్లాక్ వైపు కింద ఉంచండి.
ఆప్టిమల్ పనితీరు కోసం టెన్షనింగ్
చైన్ డ్రైవ్ యొక్క సరైన టెన్షనింగ్ అధిక డ్రాప్ను నివారించడానికి చాలా ముఖ్యమైనది, ఇది పేలవమైన నిశ్చితార్థం మరియు కంపనాలకు దారితీస్తుంది. రెండు స్ప్రాకెట్ల అక్షాల మధ్య కోణం 60° దాటినప్పుడు, సాధారణంగా టెన్షనింగ్ పరికరం ఉపయోగించబడుతుంది.
టెన్షనింగ్ కోసం వివిధ పద్ధతులు ఉన్నాయి, వాటిలో సర్వసాధారణం మధ్య దూరాన్ని సర్దుబాటు చేయడం మరియు టెన్షనింగ్ పరికరాలను ఉపయోగించడం. మధ్య దూరం సర్దుబాటు చేయగలిగితే, కావలసిన టెన్షన్ను సాధించడానికి మీరు దానిని సవరించవచ్చు. లేకపోతే, టెన్షన్ను సర్దుబాటు చేయడానికి టెన్షనింగ్ వీల్ను జోడించవచ్చు. ఈ చక్రాన్ని చిన్న స్ప్రాకెట్ యొక్క స్లాక్ వైపు దగ్గర ఉంచాలి మరియు దాని వ్యాసం చిన్న స్ప్రాకెట్ మాదిరిగానే ఉండాలి.
లూబ్రికేషన్ యొక్క ప్రాముఖ్యత
చైన్ డ్రైవ్ల యొక్క ఉత్తమ పనితీరుకు, ముఖ్యంగా హై-స్పీడ్ మరియు హెవీ-లోడ్ అప్లికేషన్లలో లూబ్రికేషన్ చాలా అవసరం. సరైన లూబ్రికేషన్ దుస్తులు ధరించడాన్ని గణనీయంగా తగ్గిస్తుంది, ప్రభావాలను తగ్గిస్తుంది, లోడ్ సామర్థ్యాన్ని పెంచుతుంది మరియు గొలుసు జీవితకాలాన్ని పొడిగిస్తుంది. అందువల్ల, సమర్థవంతమైన ఆపరేషన్ను నిర్ధారించడానికి తగిన లూబ్రికేషన్ పద్ధతి మరియు లూబ్రికెంట్ రకాన్ని ఎంచుకోవడం చాలా ముఖ్యం.
సరళత పద్ధతులు:
రెగ్యులర్ మాన్యువల్ లూబ్రికేషన్: ఈ పద్ధతిలో ఆయిల్ క్యాన్ లేదా బ్రష్ ఉపయోగించి గొలుసు యొక్క స్లాక్ వైపు లోపలి మరియు బయటి లింక్ ప్లేట్ల మధ్య ఖాళీలకు ఆయిల్ అప్లై చేయాలి. ఈ పనిని ప్రతి షిఫ్ట్కు ఒకసారి చేయాలని సిఫార్సు చేయబడింది. ఈ పద్ధతి v ≤ 4 m/s చైన్ వేగంతో క్లిష్టమైనది కాని డ్రైవ్లకు అనుకూలంగా ఉంటుంది.
డ్రిప్ ఆయిల్ ఫీడ్ లూబ్రికేషన్: ఈ వ్యవస్థ సరళమైన బాహ్య కేసింగ్ను కలిగి ఉంటుంది, ఇక్కడ ఆయిల్ కప్పు మరియు పైపు ద్వారా స్లాక్ వైపు లోపలి మరియు బాహ్య లింక్ ప్లేట్ల మధ్య ఖాళీలలోకి నూనెను బిందు చేస్తారు. సింగిల్-వరుస గొలుసుల కోసం, చమురు సరఫరా రేటు సాధారణంగా నిమిషానికి 5-20 చుక్కలు, గరిష్ట విలువ అధిక వేగంతో ఉపయోగించబడుతుంది. ఈ పద్ధతి v ≤ 10 m/s గొలుసు వేగం కలిగిన డ్రైవ్లకు తగినది.
ఆయిల్ బాత్ లూబ్రికేషన్: ఈ పద్ధతిలో, లీక్ కాని బయటి కేసింగ్ గొలుసును మూసివేసిన చమురు రిజర్వాయర్ గుండా వెళ్ళడానికి అనుమతిస్తుంది. గొలుసు చాలా లోతుగా మునిగిపోకుండా జాగ్రత్త తీసుకోవాలి, ఎందుకంటే అధికంగా ముంచడం వలన కదిలించడం వలన గణనీయమైన చమురు నష్టం జరగవచ్చు మరియు చమురు వేడెక్కడం మరియు చెడిపోవడానికి కారణం కావచ్చు. 6-12 మిమీ ఇమ్మర్షన్ లోతు సాధారణంగా సిఫార్సు చేయబడింది, ఈ పద్ధతి v = 6-12 m/s గొలుసు వేగంతో డ్రైవ్లకు అనుకూలంగా ఉంటుంది.
స్ప్లాష్ ఆయిల్ ఫీడ్ లూబ్రికేషన్: ఈ టెక్నిక్ సీలు చేసిన కంటైనర్ను ఉపయోగిస్తుంది, అక్కడ నూనె స్ప్లాష్ ప్లేట్ ద్వారా పైకి చల్లబడుతుంది. ఆ తర్వాత నూనెను కేసింగ్లోని ఆయిల్ కలెక్షన్ పరికరం ద్వారా గొలుసుకు మళ్ళిస్తారు. స్ప్లాష్ ప్లేట్ యొక్క ఇమ్మర్షన్ లోతు 12-15 మిమీ వద్ద నిర్వహించాలి మరియు ప్రభావవంతమైన లూబ్రికేషన్ను నిర్ధారించడానికి స్ప్లాష్ ప్లేట్ వేగం 3 మీ/సె కంటే ఎక్కువగా ఉండాలి.
ప్రెజర్ లూబ్రికేషన్: ఈ అధునాతన పద్ధతిలో, ఆయిల్ పంప్ ఉపయోగించి గొలుసుపై నూనెను స్ప్రే చేస్తారు, గొలుసు నిమగ్నమయ్యే ప్రదేశంలో నాజిల్ వ్యూహాత్మకంగా ఉంచబడుతుంది. ప్రసరణ నూనె లూబ్రికేట్ చేయడమే కాకుండా శీతలీకరణ ప్రభావాన్ని కూడా అందిస్తుంది. ప్రతి నాజిల్కు చమురు సరఫరాను సంబంధిత మాన్యువల్లను సంప్రదించడం ద్వారా గొలుసు పిచ్ మరియు వేగం ఆధారంగా నిర్ణయించవచ్చు, ఈ పద్ధతి v ≥ 8 m/s గొలుసు వేగంతో అధిక-శక్తి డ్రైవ్లకు అనుకూలంగా ఉంటుంది.
మీ మెకానికల్ సిస్టమ్లలో సరైన పనితీరు మరియు సామర్థ్యాన్ని సాధించడానికి, చైన్ స్ప్రాకెట్ ఎంపిక మరియు నిర్వహణ యొక్క కీలకమైన అంశాలను అర్థం చేసుకోవడం చాలా అవసరం. మీ యంత్రాల విజయాన్ని యాదృచ్ఛికంగా వదిలివేయవద్దు - శాశ్వత ఫలితాలను ఇచ్చే సమాచారంతో కూడిన నిర్ణయాలు తీసుకోండి!
మీ కార్యకలాపాలు సజావుగా మరియు సమర్ధవంతంగా జరిగేలా చూసుకోవడానికి సరైన పదార్థాలు, కొలతలు మరియు నిర్వహణ వ్యూహాలను ఎంచుకోవడం కీలకం. ఈ అంశాలకు ప్రాధాన్యత ఇవ్వడం ద్వారా, మీరు మీ పరికరాల దీర్ఘాయువు మరియు విశ్వసనీయతను పెంచుకోవచ్చు.
స్ప్రాకెట్ల గురించి మీకు ఏవైనా ప్రశ్నలు ఉంటే లేదా నిపుణుల మార్గదర్శకత్వం అవసరమైతే, దయచేసి మమ్మల్ని సంప్రదించడానికి సంకోచించకండిexport@cd-goodwill.com. మీ అన్ని స్ప్రాకెట్ అవసరాలకు సహాయం చేయడానికి మా అంకితమైన బృందం ఇక్కడ ఉంది!
పోస్ట్ సమయం: నవంబర్-21-2024



